

罗宇航在郑州工务机械段焊轨车间测量焊缝错边量(9月9日摄)。
钢轨为伴、焊花为舞,焊接生产台与工艺试验室间来回奔走,探索不同型号钢轨性能,分析调整焊接参数,把控工艺生产流程……这是无缝钢轨焊接工艺技术员罗宇航的工作日常。
“高铁的平稳度和舒适度主要得益于无缝钢轨技术”,罗宇航说,“钢轨焊接要求两根钢轨间轨顶四周的相错量不得超过0.2毫米,相当于两个头发丝的直径。”
据介绍,将100米的钢轨母材焊接成500米的高铁无缝钢轨需要经过一系列工序和测试,作为中国铁路郑州局集团有限公司郑州工务机械段焊轨车间的一名工艺技术员,罗宇航需要对焊接工艺和焊接时所用的各项参数逐步完善,优中选优,确保钢轨质量万无一失。
自2011年工作以来,罗宇航累计焊接高铁无缝钢轨3000余公里,取得了4.8万个焊头零误差、零事故的工作记录,先后解决焊轨关键技术难题170余件,高质量完成郑渝高铁等高铁线路的焊轨任务。
新华社记者 徐嘉懿 摄

罗宇航在郑州工务机械段焊轨车间操作焊机进行闪光对焊(9月9日摄)。新华社记者 李安 摄
罗宇航(左)在郑州工务机械段焊轨车间统计钢轨焊缝的时效时间(9月9日摄)。新华社记者 李安 摄

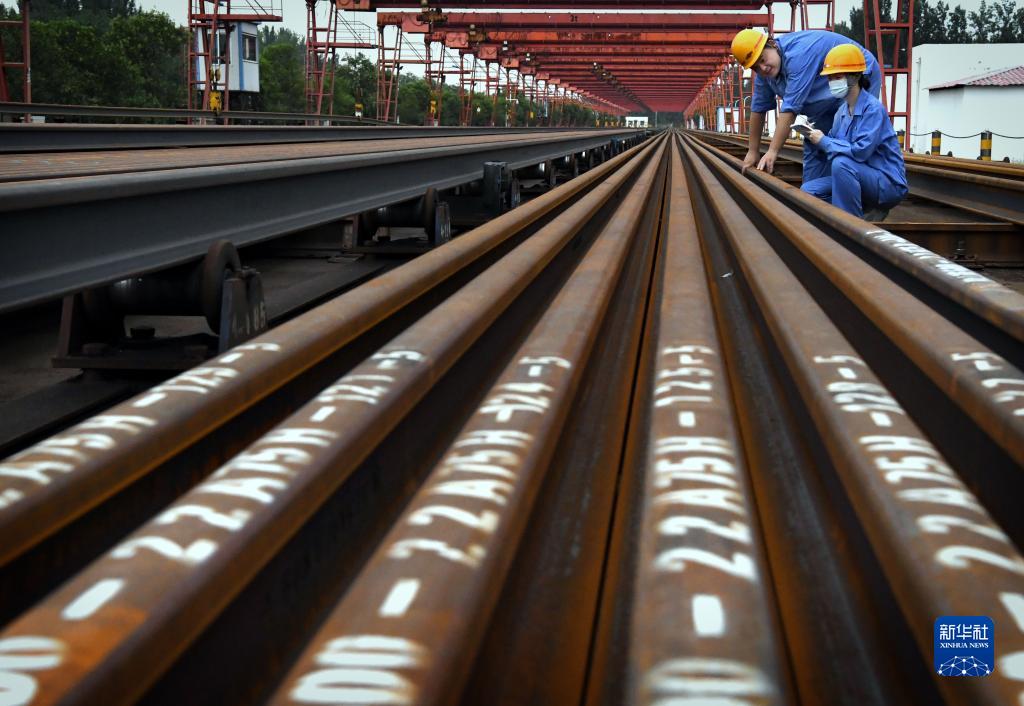
罗宇航在郑州工务机械段焊轨车间检查钢轨母材(9月9日摄)。新华社记者 李安 摄

罗宇航在郑州工务机械段焊轨车间检查钢轨母材(9月9日摄)。新华社记者 徐嘉懿 摄

罗宇航(右)在郑州工务机械段焊轨车间进行钢轨平直度测量(9月9日摄)。新华社记者 李安 摄

罗宇航在郑州工务机械段焊轨车间进行轨端扭曲度检查(9月9日摄)。新华社记者 李安 摄

罗宇航在郑州工务机械段焊轨车间进行钢轨焊前对中(9月9日摄)。新华社记者 李安 摄

罗宇航在郑州工务机械段焊轨车间进行钢轨焊前检查(9月9日摄)。新华社记者 徐嘉懿 摄

罗宇航在郑州工务机械段焊轨车间进行硬度试验(9月9日摄)。新华社记者 徐嘉懿 摄

罗宇航在郑州工务机械段焊轨车间测量钢轨除锈宽度(9月9日摄)。新华社记者 徐嘉懿 摄




